 咨询电话:15511791000 咨询电话:15511791000
咨询电话:15511791000 咨询电话:15511791000 


— 直缝钢管 —
 全国免费客服电话 15511791000
全国免费客服电话 15511791000 邮箱:283907435@qq.com
手机:15511791000
电话:15511791000
地址:河北沧州

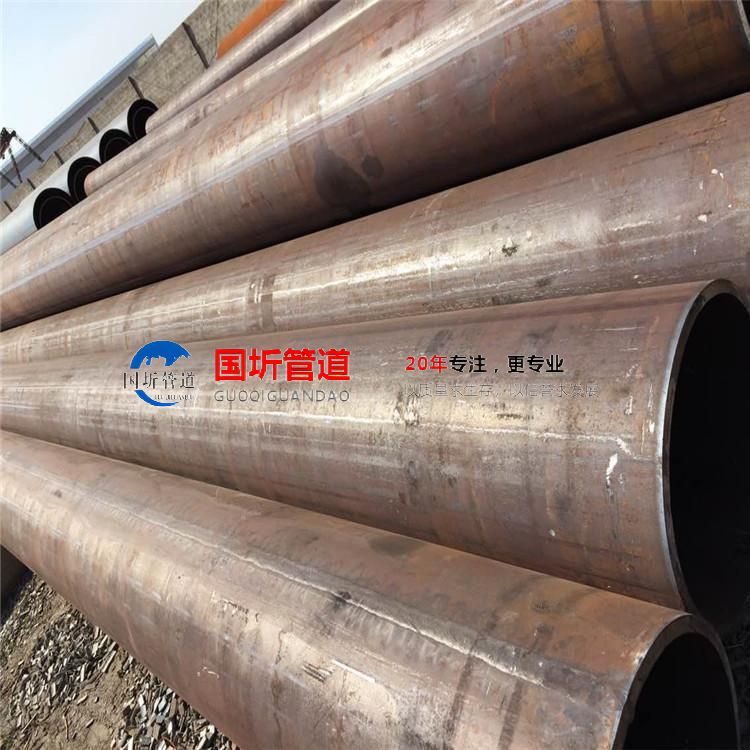
直缝钢管的焊接采用铣削方式。除传统的JCO和UO技术外,一些制造商还采用了更先进的渐进成形(PFP)技术,轧辊弯曲成形(RBE)技术。使用氩气或CO2气体保护进行焊接,使用自动预焊机以及专用的多线(4线和5线)内部和外部埋弧焊设备,使用方波电源和电功率。至于直径的增加,管道的整个长度机械地增加了。为了进行检查,必须在线对板进行测试,并且钢管必须在焊接后进行自动束自动超声波测试,液压测试和超声波测试
产品详情
直缝钢管的焊接采用铣削方式。除传统的JCO和UO技术外,一些制造商还采用了更先进的渐进成形(PFP)技术,轧辊弯曲成形(RBE)技术。使用氩气或CO2气体保护进行焊接,使用自动预焊机以及专用的多线(4线和5线)内部和外部埋弧焊设备,使用方波电源和电功率。至于直径的增加,管道的整个长度机械地增加了。为了进行检查,必须在线对板进行测试,并且钢管必须在焊接后进行自动束自动超声波测试,液压测试和超声波测试。

第二是焊接温度的控制。直缝钢管的焊接温度主要受高频涡流热功率的影响。当热量输入不足时,加热的焊缝边缘将达不到焊接温度。最后,调整高频感应环的位置。感应环离压力辊越远,有效加热时间越长,受热影响的面积越大。搪瓷反应堆的代理商指出,在焊接直缝管时,需要对电压和焊接速度进行一定程度的调整,修改参数后无需调整参数。修补直缝钢管的焊接标准有以下几点:
1.必须彻底消除纵向焊接钢管的表面缺陷。
2.纵向焊接钢管的每根钢管的修补焊缝总长度应小于或等于纵向焊接钢管总长度的5%。
3.长度小于100mm的纵向焊接钢管的多焊缝缺陷应作为连续的单焊缝进行修复。纵向焊接钢管的单条焊缝应至少修补两次,修补焊缝长度至少应为50mm。
4.直缝焊接钢管的修补焊缝数量每次不得超过两次。

相关推荐
L245Q直缝钢管 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
L360Q直缝钢管 广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件。
L450Q直缝钢管 管线钢管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
L245直缝钢管 管线钢管的涡流检测只适用于导电材料,如果是非导电材料,就不能感应出旋涡形的电流,也就无法利用涡流进行检测。
L360M直缝钢管 L360M钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。
>> 服务热线TAG: DN40热浸塑穿线管|DN60热浸塑穿线管|DN80热浸塑钢管|DN100热浸塑钢管 |DN125热浸塑钢管|DN150热浸塑钢管|DN180热浸塑钢管|DN200热浸塑钢管|热浸塑钢质电缆保护管|涂塑电力穿线管|电缆保护用电力穿线管 |通信用电缆穿线管|
tel:15511791000
 微信号已复制,请打开微信添加咨询详情!
微信号已复制,请打开微信添加咨询详情!


