 咨询电话:15511791000 咨询电话:15511791000
咨询电话:15511791000 咨询电话:15511791000 


— 直缝钢管 —
 全国免费客服电话 15511791000
全国免费客服电话 15511791000 邮箱:283907435@qq.com
手机:15511791000
电话:15511791000
地址:河北沧州




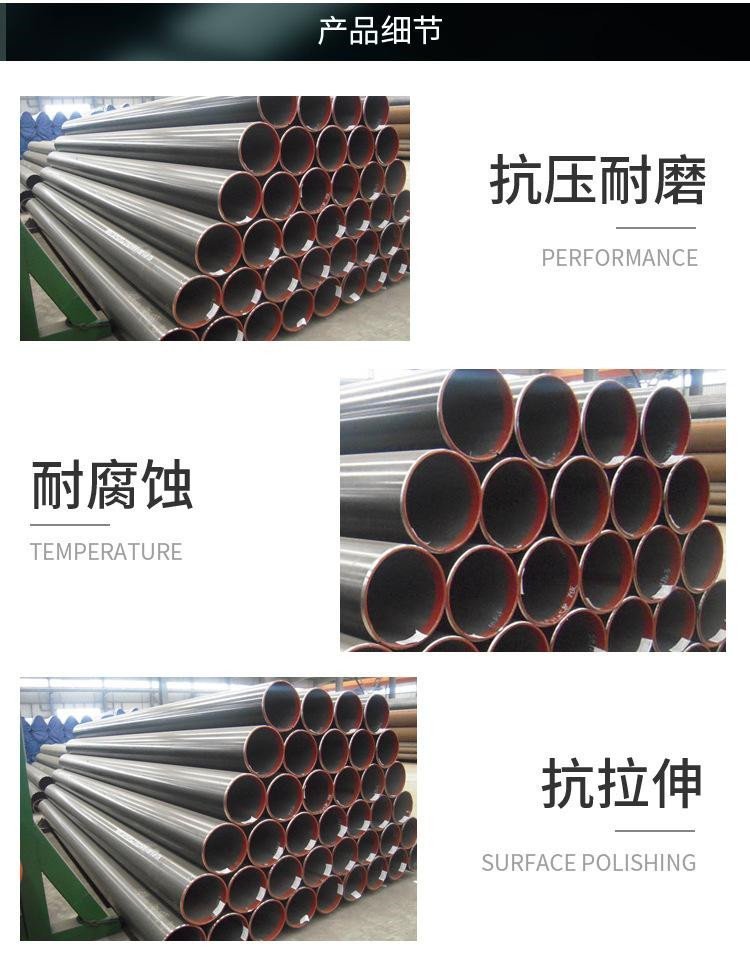
直缝钢管,高频焊接直缝钢管,厚壁直缝焊管,UOE直缝钢管、RBE直缝钢管、JCOE直缝钢管一般在钢管的外径89mm以下的,都可以统称为小口径钢管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动轧管机组上生产。小口径钢管还可以分为:无缝小口径钢管和小口径直缝钢管。直缝管是焊接钢管的一种,指焊缝与钢管纵向平行的钢管。按壁厚分类有薄壁直缝管和厚壁直缝管;按形状分类有圆形
产品详情
直缝钢管,高频焊接直缝钢管,厚壁直缝焊管,UOE直缝钢管、RBE直缝钢管、JCOE直缝钢管

一般在钢管的外径89mm以下的,都可以统称为小口径钢管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动轧管机组上生产。小口径钢管还可以分为:无缝小口径钢管和小口径直缝钢管。
直缝管是焊接钢管的一种,指焊缝与钢管纵向平行的钢管。按壁厚分类有薄壁直缝管和厚壁直缝管;按形状分类有圆形管、方形管或异形管;按用途分类有一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
材质
直缝管常用材质有Q235A、Q235B、Q345B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb。
直缝钢管高频焊接工艺

1、焊缝间隙的控制 将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
2、 焊接温度控制
焊接温度主要受高频涡流热功率的影响,根据公式(2)可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:
f=1/[2π(CL)1/2]...(1)
式中:f-激励频率(Hz);C-激励回路中的电容(F),电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流
上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
3、 挤压力的控制
管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
3.1 高频感应圈位置的调控
高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。
3.2 阻抗器是一个或一组焊管专用磁棒,阻抗器的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换。

3.3 焊缝经焊接和挤压后会产生焊疤,需要清除。清除方法是在机架上固定刀具,靠焊管的快速运动,将焊疤刮平。焊管内部的毛刺一般不清除。
4、高频焊接常见的问题及其原因,解决方法:
《1》焊接不牢,脱焊,冷叠;
原因:输出功率和压力太小;
解决方法:1 调整功率;2 厚料管坯改变坡口形状;3 调节挤压力
《
2》焊缝两边出现波纹;
原因:会合角太大,
解决方法:1 调整导向辊位置;2 调整实弯成型段;3 提高焊接速度
《3》焊缝有深坑和针孔;
原因:出现过烧
解决方法:1 调整导向辊位置,加大会合角;2 调整功率;3提高焊接速度
《4》焊缝毛刺太高;
原因:热影响区太宽
解决方法:1提高焊接速度;2 调整功率;
《5》夹渣;
原因:输入功率过大,焊接速度太慢
解决方法:1 调整功率;2 提高焊接速度
《6》焊缝外裂纹;
原因:母材质量不好;受太大的挤压力
解决方法:
1 保证材质;
2 调整挤压力
《7》错焊,搭焊
原因:成型精度差;
解决方法:调整机组成型模辊;
高频焊接是焊管生产中的关键工序,由于系统性的影响因素,至今还需要我们在生产第一线中探索经验,每一台机组都有它的设计和制造差别,每一个操作者也有不同的习惯,也就是说有,机组和人一样,都有自己的个性。我们将这些资料提供给大家,是为了让我们更好得了解高频焊接的基本原理,从而更好地结合自己的生产实践,总结出适合于自己机组的操作规程。
钢管生产过程中重要环节
1.在高频焊管生产过程中 ,如何确保产品质量符合技术标准的要求和顾客的需要 ,则要对钢管生产过程中影响产品质量的因素进行分析。
通过对本公司 Φ76mm高频焊接钢管机组某月份不合格品的统计 ,认为在生产过程中影响钢管产品质量的要素有原材料、焊接工艺、轧辊调节、轧辊材质、设备故障、生产环境及其它原因等七个方面。其中原材料占 32 .44% ,焊接工艺占 24 .85 % ,轧辊调节占 22 .72 % ,三者相加占 80 .01 % ,是主要环节。而轧辊材质、设备故障、生产环境及其它原因等四个方面的要素 ,对钢管产品质量的影响占19.99% ,属相对次要环节。因此 ,在钢管生产过程中 ,应对原材料、焊接工艺和轧辊调节三个环节进行重点控制。
2 原材料对钢管焊接质量的影响 影响原材料质量的因素主要有钢带力学性能不稳定、钢带的表面缺陷及几何尺寸偏差大等三个方面 ,因此 ,应从这三个方面进行重点控制。
1)钢带的力学性能对钢管质量的影响焊接钢管常用的钢种为碳素结构钢 ,主要的牌号有 Q195、Q215、Q235 SPCC SS400 SPHC等多种 。钢带屈服点和抗拉强度过高 ,将造成钢带的成型困难 ,特别是管壁较厚时 ,材料的回弹力大 ,钢管在焊接时存在较大的变形应力 ,焊缝容易产生裂缝。当钢带的抗拉强度超过 635 MPa、伸长率低于 10 %时 ,钢带在焊接过程中焊缝易产生崩裂。当抗拉强度低于 30 0MPa时 ,钢带在成型过程中由于材质偏软 ,表面容易起皱纹。可见 ,材料的力学性能对钢管的质量影响很大 ,应从材料强度方面对钢管质量进行有效地控制。
2)钢带表面缺陷对钢管质量的影响钢带表面缺陷常见的有镰刀弯、波浪形、纵剪啃边等几种 ,镰刀弯和波浪形一般出现在冷轧钢带轧制过程中 ,是由压下量控制不当造成的。在钢管成型过程中 ,镰刀弯和波浪形会引起带钢的跑偏或翻转 ,容易使钢管焊缝产生搭焊 ,影响钢管的质量。钢带的啃边 (即钢带边缘呈现锯齿状凹凸不平的现象 ) ,一般出现在纵剪带上 ,产生原因是纵剪机圆盘刀刃磨钝或不锋利造成的。由于钢带的啃边 ,时时出现局部缺肉 ,使钢带在焊接时易产生裂纹、裂缝而影响焊缝质量的稳定性。
3)钢带几何尺寸对钢管质量的影响当钢带的宽度小于允许偏差时 ,焊接钢管时的挤压力减小 ,使得钢管焊缝处焊接不牢固 ,出现裂缝或是开口管 ;当钢带的宽度大于允许偏差时 ,焊接钢管时的挤压力增加 ,在钢管焊缝处出现尖嘴、搭焊或毛刺等焊接缺陷。所以 ,钢带宽度的波动 ,不但影响了钢管外径的精度 ,而且严重影响了钢管的表面质量。对要求同一断面壁厚差不超过规定值的钢管 ,即要求壁厚均匀程度高的钢管 ,钢带厚度的波动 ,会将同一卷钢带厚度差超出的允许值转移到成品钢管的壁厚差 ,使大批钢管厚度超出允许偏差而判废。厚度的波动不仅影响成品钢管的厚度精度 ,同时 ,由于钢带的厚薄不一 ,使钢管在焊接时 ,挤压力和焊接温度不稳定 ,造成了钢管焊接时焊缝质量不稳定。此外 ,由于钢材内部存在着夹层、杂质、沙眼等材料缺陷 ,也是影响钢管质量的一个重要因素。因此 ,在钢带焊接前 ,要检查每卷钢带的表面质量和几何尺寸 ,对钢带质量不符合标准要求的 ,不要进行生产 ,以免造成不必要的损失。
3 高频焊接对钢管质量的影响 在钢管高频焊接过程中 ,焊接工艺及工艺参数的控制、感应圈和阻抗器位置的放置等对钢管焊缝的焊接质量影响很大。
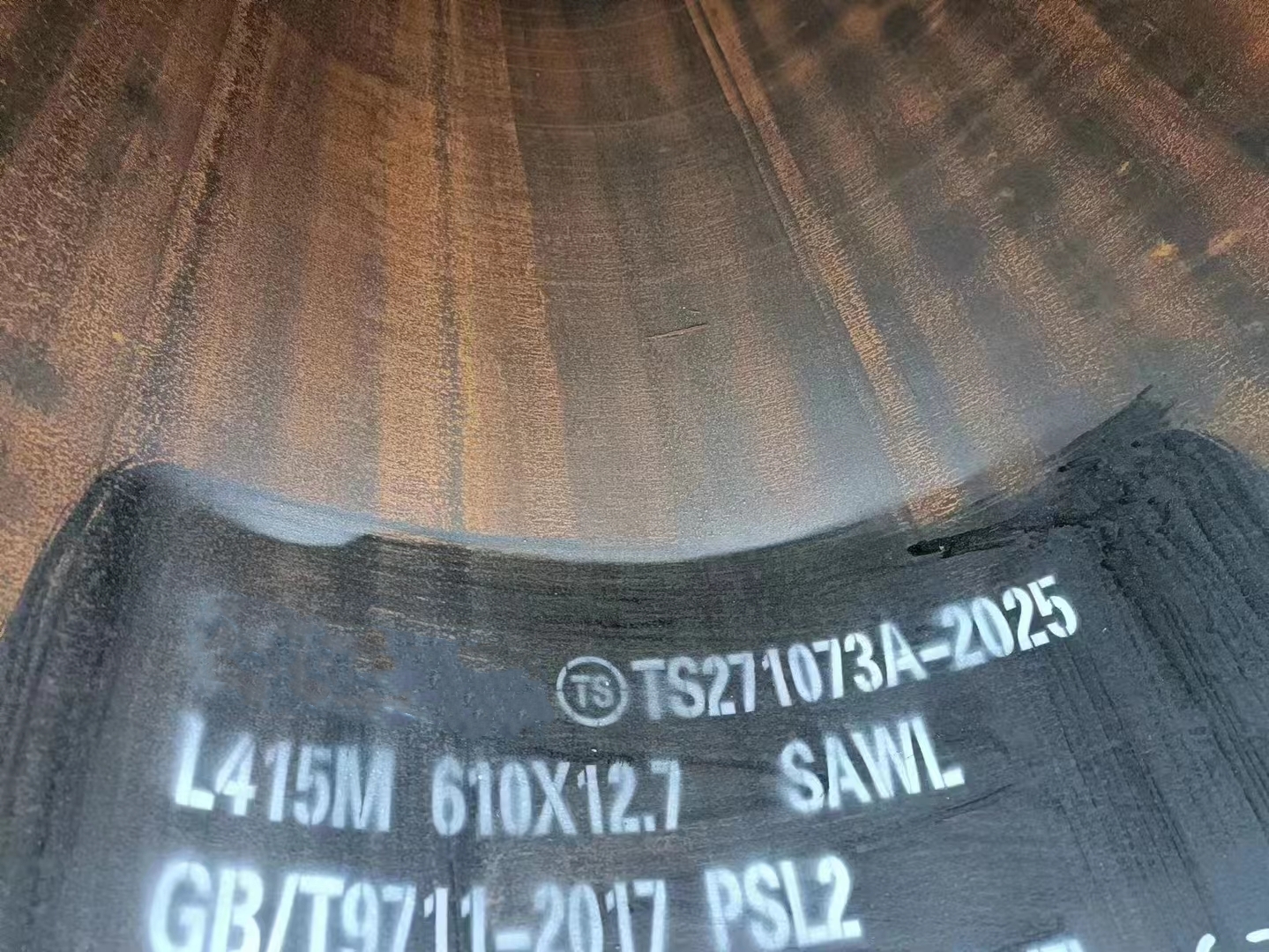
实心管坯经检查并清除表面缺陷截成所需长度,在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制最后经均整机均整壁厚, 经定径机定径,达到规格要求,利用连续式轧管机组生产热轧小口径钢管是较先进的方法,若欲获得尺寸更小和质量更好的小口径钢管,必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。大口径直缝钢管一般是指外径500mm以上的直缝钢管,目前双焊缝最大口径可达到2020mm,单焊缝最大口径可达1220mm。大口径直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到相关标准要求。大口径直缝钢管是大型管道工程、输水输气工程、城市管网建设的最佳选择,国家西气东输使用该类型钢管达20万吨,市场前景广阔。大口径直缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)。大口径直缝钢管国内一般采用GB/T3091-2008、GB/T9711.1-1997、API 5L标准 。
直缝管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
1、低压流体输送直缝焊钢管(GB/T 3092-1993)⼜称普通直缝钢管,俗称⿊管。焊接钢管⽤于输送⽔,煤⽓,空⽓,油和蒸汽加热等⼀般低压流体。钢管进⾏连接壁厚分为⼀个普通采⽤钢管和加厚钢管,管端分为⾮螺纹以及钢管(光滑管)和螺纹钢管。规格钢管由⼀个公知的⼝径(mm)时,所述公称直径是近似的直径。通常使⽤英⼨,如11x2。焊接钢管⽤于低压流体输送,不仅⽤于直接输送流体,也可⽤于低压流体输送的镀锌焊接钢管原有管道。
2、镀锌直缝焊钢管(GB / T 3091-1993),⽤于低压流体,也称为镀锌焊接直缝焊钢管,俗称⽩管。⽤于输送⽔、煤⽓、空⽓、油和加热过程中蒸汽、温⽔等⼀般采⽤低压⼯作流体或其他使⽤热镀锌焊接(炉焊或电焊)钢管。钢管壁厚分为普通镀锌钢和较厚的镀锌钢板,⾮螺纹管端插⼊螺纹镀锌钢和镀锌钢。规格钢管由⼀个公知的⼝径(mm)时,所述公称直径是近似的直径。通常使⽤英⼨,如11x2。
3、普通碳钢套管(GB3640-88)是直管接头,⽤于⼯业和民⽤建筑,安装等电⽓机械及设备的安装⼯程,以保护电线。
4、直缝电焊进⾏钢管(YB 242-63)是⼀种与钢管通过纵向研究平⾏的直焊钢管,通常可以分为电焊直缝钢管、电焊薄壁直缝管、变压器冷却油直缝管等。
5、压⼒流体输送螺旋埋弧焊直缝钢管(SY5036-83)是⼀种热轧钢管为螺旋壳,往往形成在⼀定温度下,采⽤双⾯电弧焊接⽅法与压⼒流体输送淹没。钢管进⾏具有相对较强的承压能⼒和良好的焊接技术性能。
6、压⼒流体输送螺旋⾼频焊接钢管(SY5038-83)是⾼频焊接钢管螺旋,重叠的⾼频焊接过程中,往往作为热轧带材卷管。钢管承压能⼒强,塑性好,焊接技术加⼯可以⽅便。经过各种严格科学的检验和试验,使⽤安全可靠,钢管直径⼤,运输效率⾼,可节省铺设管道的投资。主要⽤于铺设⽯油和天然⽓输送管道。
7、⽤于进⾏低压⼯作流体通过输送的螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带为管坯,常由双⾯使⽤⾃动埋弧焊或单⾯加⼯焊接连接⽽成的埋弧焊钢管。是⼀种可以⽤于⽔、煤⽓、空⽓输送的埋弧焊钢管。
8、通常低压流体输送的螺旋缝⾼频焊接钢管(SY5039-83)管是在室温下形成热轧钢板,使⽤⾼频焊接⽅法螺旋搭接频率焊接钢管⼀般低压流体输送。
9、桩⽤螺旋焊管(SY5040-83)是以通过热轧钢带盘管为管坯,常采⽤具有双⾯埋弧焊或⾼频焊的热螺旋发展成形加⼯⽽成,适⽤于我国⼟建⼯程结构、码头、桥梁等基础桩。
直缝焊管⽣产⼯艺简单,⽣产效率⾼,成本低,发展迅速。螺旋焊管通常⽐纵向强度更⼤。管径较⼤的焊管可以⽤⼀个较窄的⽅坯⽣产,不同管径的焊管可以在相同的⽅坯宽度下⽣产。但是,只要与直管接头相⽐,焊缝长度增加了30%和100%,降低了⽣产率。
因此,⼩直径焊管⼤多都是采⽤直缝焊,⼤⼝径焊管⼤多可以采⽤螺旋焊。
相关推荐
L245Q直缝钢管 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
L360Q直缝钢管 广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件。
L450Q直缝钢管 管线钢管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
L245直缝钢管 管线钢管的涡流检测只适用于导电材料,如果是非导电材料,就不能感应出旋涡形的电流,也就无法利用涡流进行检测。
L360M直缝钢管 L360M钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。
>> 服务热线TAG: DN40热浸塑穿线管|DN60热浸塑穿线管|DN80热浸塑钢管|DN100热浸塑钢管 |DN125热浸塑钢管|DN150热浸塑钢管|DN180热浸塑钢管|DN200热浸塑钢管|热浸塑钢质电缆保护管|涂塑电力穿线管|电缆保护用电力穿线管 |通信用电缆穿线管|
tel:15511791000
 微信号已复制,请打开微信添加咨询详情!
微信号已复制,请打开微信添加咨询详情!


